Below a guide to the glass manufacturing process, alternatively this video shows a glimpse of our facility in South Yorkshire.
We also offer tailored glass appreciation days at our facility to all of our customers so they can better understand the technical and quality procedures and how best to handle the product on their filling lines.
In addition to the engineering support and glass handling training we offer, customers also have the option of additional technical support for any new products, via an onsite visit by one of our highly experienced team. They will familiarise themselves with the filling line, and look at any ways in which we can offer advice to further improve the handling of the product.
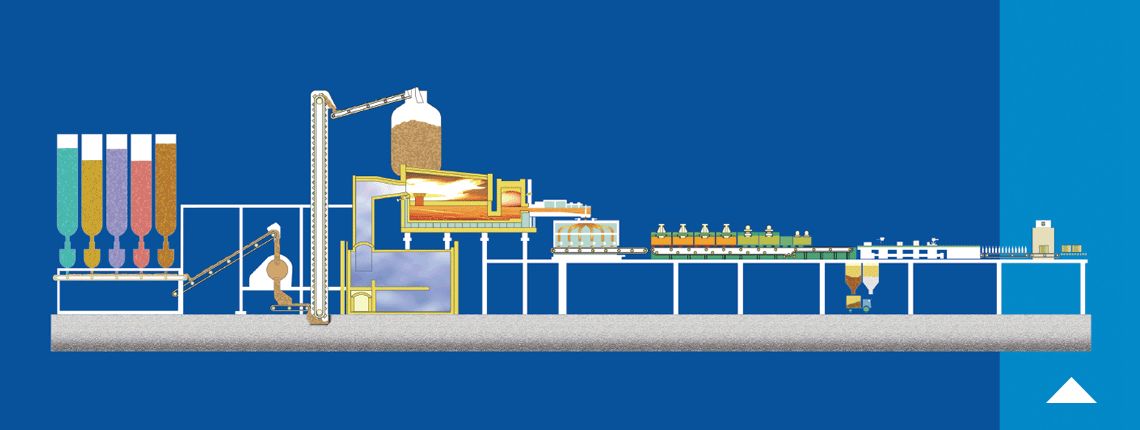
Raw Materials & Batch Mixing
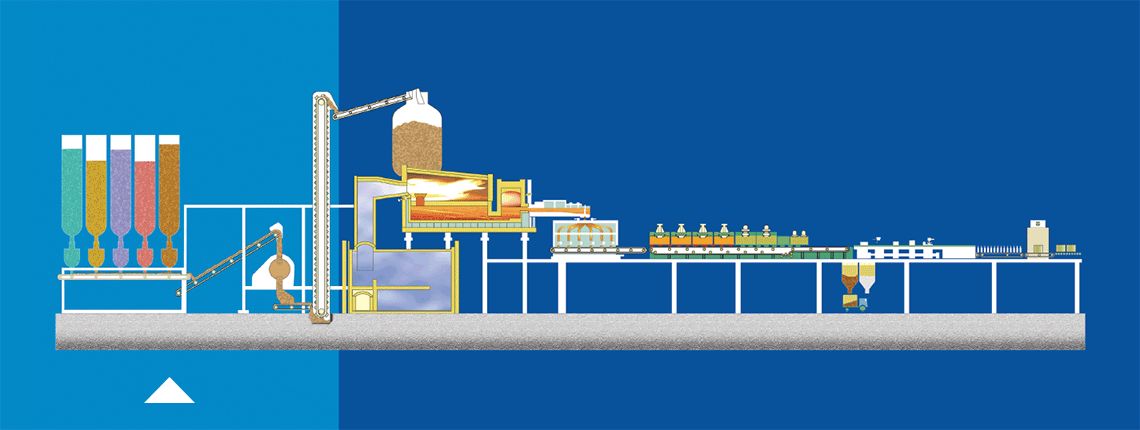
Using an electronically controlled batch plant, accurately weigh and mix the ingredients and supply into the furnace feed hopper.
Achieving the precise proportions is absolutely critical.
Raw Materials:
 Sand
SandKey ingredient
 Cullet
CulletMelts at low temperature helping to fuse other ingredients and reduces CO2 emissions
 Soda Ash
Soda AshActs as flux enabling sand to melt at lower temperatures.
 Limestone
LimestoneAssists its ‘workability’ and improves durability
Melting & Conditioning
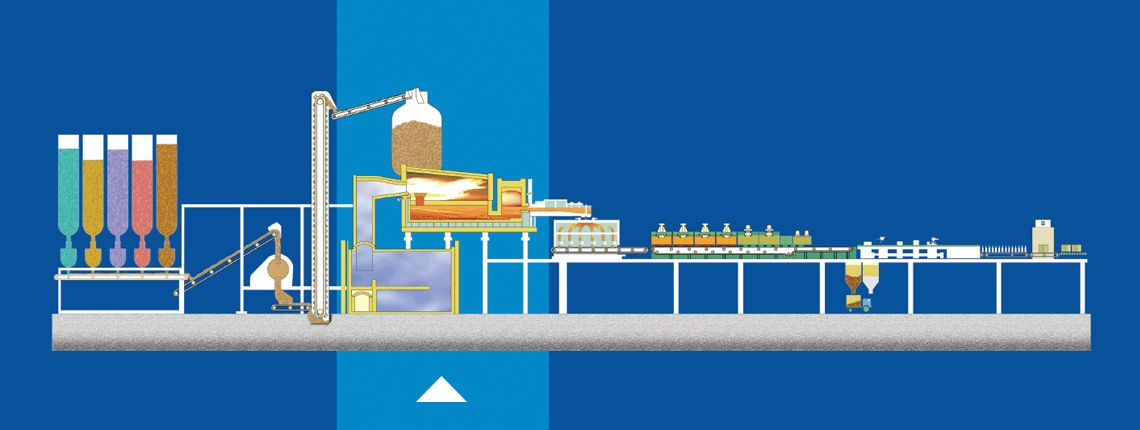
Supply the mix to the furnace at a carefully regulated rate, 24 hours a day, 7 days a week, 365 days a year. The furnace must be capable of reaching 1600 degrees centigrade.
Melt and refine the raw materials until they have become a molten, homogeneous mass.
Pass the mixture through a channel (the throat) into the working end.
Feed the molten mixture to the forehearth, cool and condition to a working temperature of approximately 1100 degrees centigrade.
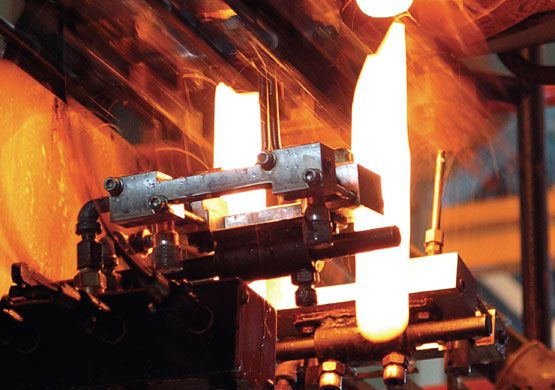
Gob Forming
Extrude molten glass to produce measured gobs and distribute these to the forming machine.
The gob must now undergo seven separate stages as follows, after which they are passed onto a conveyor belt...
Blow & Blow Method
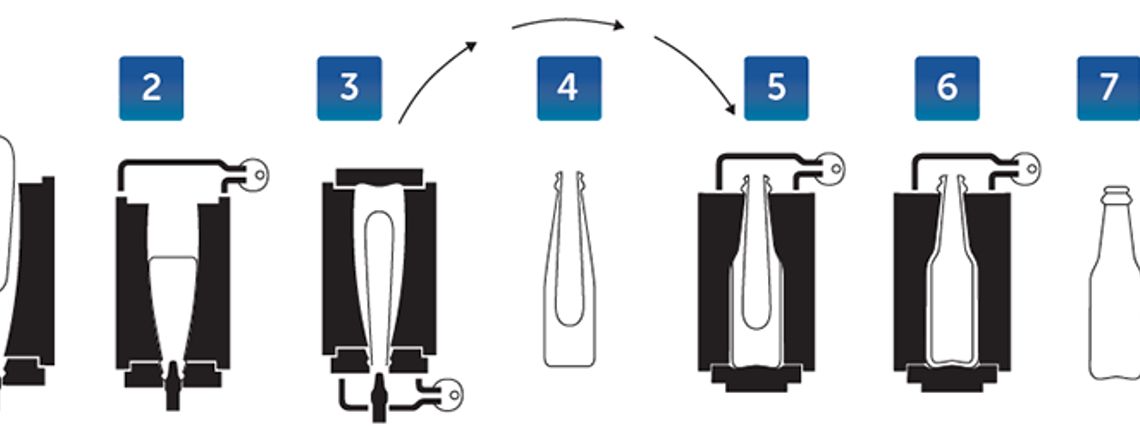
- The gob is guided into a blank mould.
- Air is injected into the mould and the neck is formed.
- More air is then injected into the mould through the neck.
- The mould opens and the partially formed container is released and inverted through 180 degrees.
- The container is transferred to the blow mould.
- Air is injected to blow the container into shape.
- Finished container
Press and Blow Method
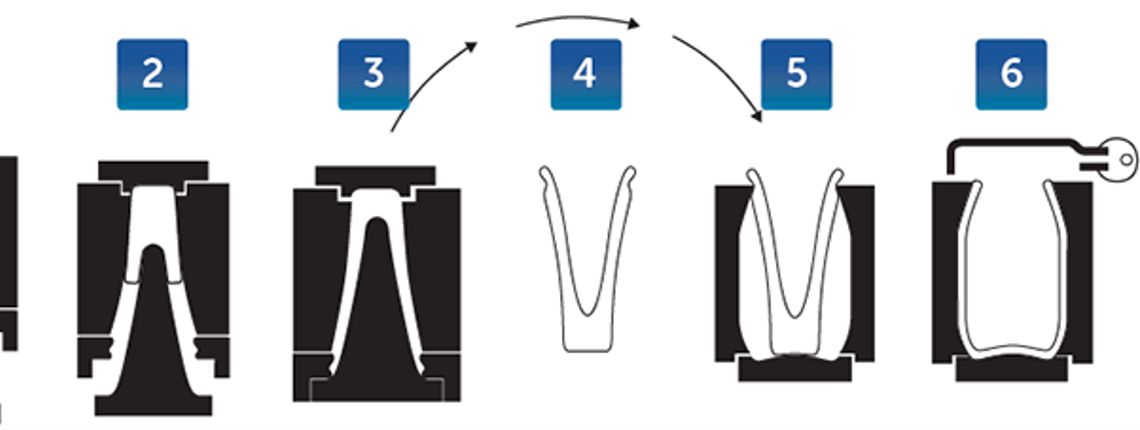
- The gob is guided into a blank mould.
- A baffle seals the top of the blank mould.
- A plunger rises and presses the gob into the shape of the neck and the blank mould.
- The mould opens and the partially formed container is released and inverted through 180 degrees.
- The container is transferred to the blow mould.
- Air is injected to blow the container into shape.
- Finished container.
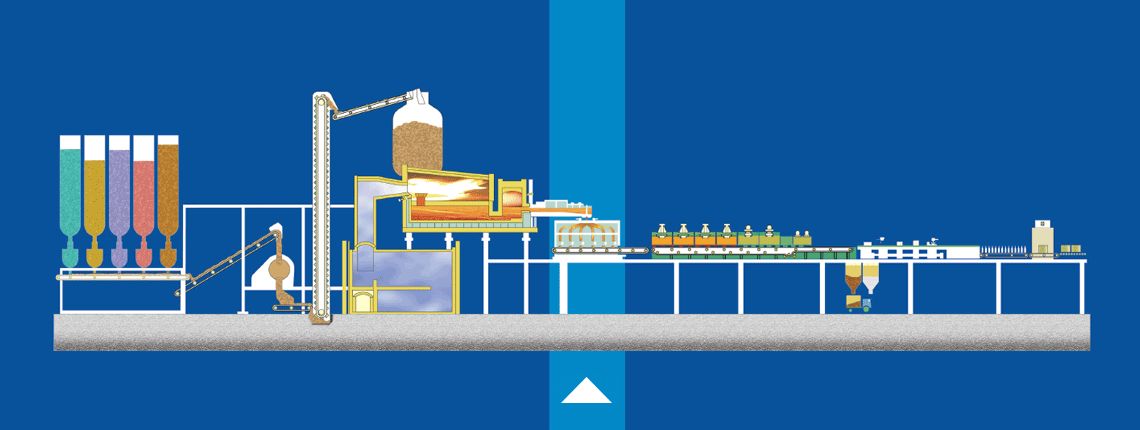
Coating & Annealing
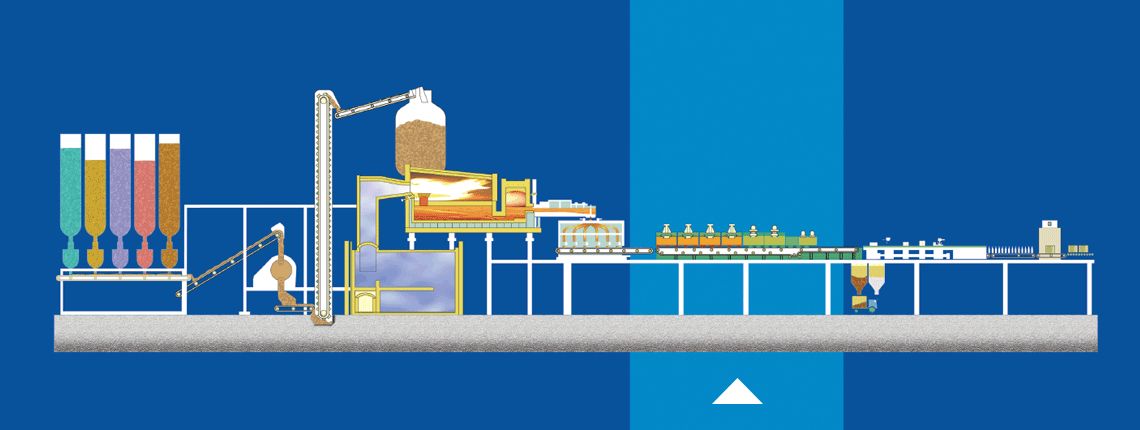
Place onto conveyor belt for transfer into the lehr. Pass the containers through a ‘hot end’ surface treatment process to apply an external coating to maintain original strength throughout their working life.
Anneal the glass in the lehr by soaking at a constant temperature, then cooling down to room temperature in a controlled manner. This will remove the stresses generated during the forming and cooling of the container. Apply a second surface treatment at the ‘cold end’ of the lehr to improve the containers’ lubricity and resistance to scratching and scuffing.
Inspection

Rigorously subject every container to a series of quality inspections which include: sidewall and base scans, pressure tests, bore tests, and a check on the flatness of the sealing surface.
Packaging & Distribution
On top of wooden heat-treated pallets, place a plastic membrane as a moisture barrier, along with a cardboard base pad.
Using automatic packing equipment place each layer of glass containers onto prepared pallets. On each layer of containers position a cardboard (or plastic) layer divider. A cardboard lid completes the pallet load.
Apply pallet ticket with a unique barcode and pass to the MSK machine to shrink-wrap the entire pallet. The barcoding is used to track every movement of the pallet through the warehouse, where it will be collected by the haulier for both national and international distribution.